 ENG
ENG 
1. の役割と応用 PVC射出成形機
PVC射出成形機はプラスチック加工業界の中核機器として、今日の工業生産分野で重要な役割を果たしています。ポリ塩化ビニル (PVC) は、多用途でコスト効率が高く、耐久性のある熱可塑性プラスチック材料として、射出成形プロセスを通じて建築、医療、自動車、消費財などの多くの分野で広く使用されています。

PVC射出成形機は、ポリ塩化ビニル材料の加工に特化した特殊な射出成形装置であり、プラスチック加工業界においてかけがえのない地位を占めています。業界データ統計によると、世界のプラスチック射出成形生産の約23%にPVC材料が含まれており、特に建築用パイプ、医療機器、ワイヤーやケーブルの分野では、PVC射出成形機の適用率は60%以上にもなっています。この幅広い用途の背景には、PVC 材料自体のユニークな性能上の利点と、射出成形プロセスの効率的な組み合わせがあります。
PVC射出成形機の主な機能は、加熱可塑化、高圧射出、金型成形という3つの重要な段階を通じて、原材料を正確なサイズと機能特性を備えたプラスチック製品に変えることです。一般的な射出成形機と比較して、PVC 射出成形機は PVC 材料の特性に合わせて最適化されており、熱安定性が低い、溶融粘度が高い、分解しやすいなどの PVC 加工の技術的問題を効果的に克服できます。建設業界では、PVC 射出成形機で製造されるパイプ継手、継手、ドアや窓の付属品は、優れた耐候性と化学的安定性を備えています。医療分野では、PVC射出成形により成形された輸液バッグやカテーテルなどの製品が、厳しい生体適合性要件を満たしています。
産業チェーンの観点から見ると、PVC 射出成形機は原材料と最終用途の間の中間リンクにあり、その技術レベルは最終製品の品質と生産コストに直接影響します。認定された PVC 射出成形機は、通常、射出システム、型締システム、油圧システム、制御システム、温度制御システムなどの主要コンポーネントで構成されています。これらのシステムの連携作業により、PVC 材料が最適な条件で成形プロセスを完了できることが保証されます。環境保護要件の改善と医療ニーズの拡大に伴い、PVC 射出成形機はより正確、省エネ、インテリジェントな方向に発展しています。
PVC 射出成形機の業界の特殊性は、材料配合への適応性にも反映されています。 PVC は、添加剤によって特性を調整できるプラスチックであり、硬質 PVC (RPVC) と軟質 PVC (FPVC) の 2 つのカテゴリに分類されます。硬質PVCは強度と剛性が高く、建築材料によく使用されます。軟質PVCは可塑剤を添加することで柔らかく弾力性があり、医療用パイプなどに適しています。 PVC 射出成形機は、これら 2 つの大きく異なる種類の材料を処理できる必要があり、そのためには、より広いプロセス ウィンドウとより柔軟なパラメータ調整機能を備えた装置が必要になります。同時に、ますます厳しくなる環境規制に伴い、鉛フリー安定剤や環境に優しい新しい可塑剤の適用により、PVC 射出成形機に対する新たな技術要件も求められています。
経済的利点の点では、PVC 射出成形機はメーカーに競争力の高い生産ソリューションを提供します。金属加工や他のプラスチック成形プロセスと比較して、PVC 射出成形には、サイクルが短く、材料利用率が高く、労働需要が少ないという利点があり、大規模な標準化された製品の生産に特に適しています。建設業界の PVC パイプ継手を例にとると、中型 PVC 射出成形機の 1 日の生産能力は 5,000 ~ 8,000 個に達し、製品重量誤差は ±0.5% 以内に制御できます。このような精度と効率は、他のプロセスでは達成することが困難です。また、PVC射出成形機は金型寿命が長く(通常50万~100万回)、エネルギー消費量が比較的少ない(金属ダイカストと比較して約40%省エネ)という特徴もあり、生産コストをさらに低減します。
「プラスチックが鉄に代わる」というトレンドが継続的に発展するにつれ、PVC射出成形機の重要性がさらに強調されることになるでしょう。特に軽量化、耐食性、コスト管理を追求する応用分野では、PVC射出成形製品が従来の材料に取って代わりつつあります。この変革を実現する鍵となる装置として、PVC射出成形機の技術革新と市場拡大は今後も業界の注目を集め続けます。
2. PVC射出成形機の動作原理とプロセスフロー
PVC 射出成形機の動作原理は、熱可塑性プラスチックの成形特性に基づいています。温度、圧力、速度などのパラメーターを正確に制御することにより、PVC 原料を目的の形状の製品に変換します。このプロセスでは、機械工学、材料科学、自動制御などの学際的な技術が統合され、複雑で正確な処理システムが形成されます。 PVC 射出成形機の動作原理を理解することは、生産プロセスを最適化し、製品の品質を向上させるために重要です。
システム構成と機能
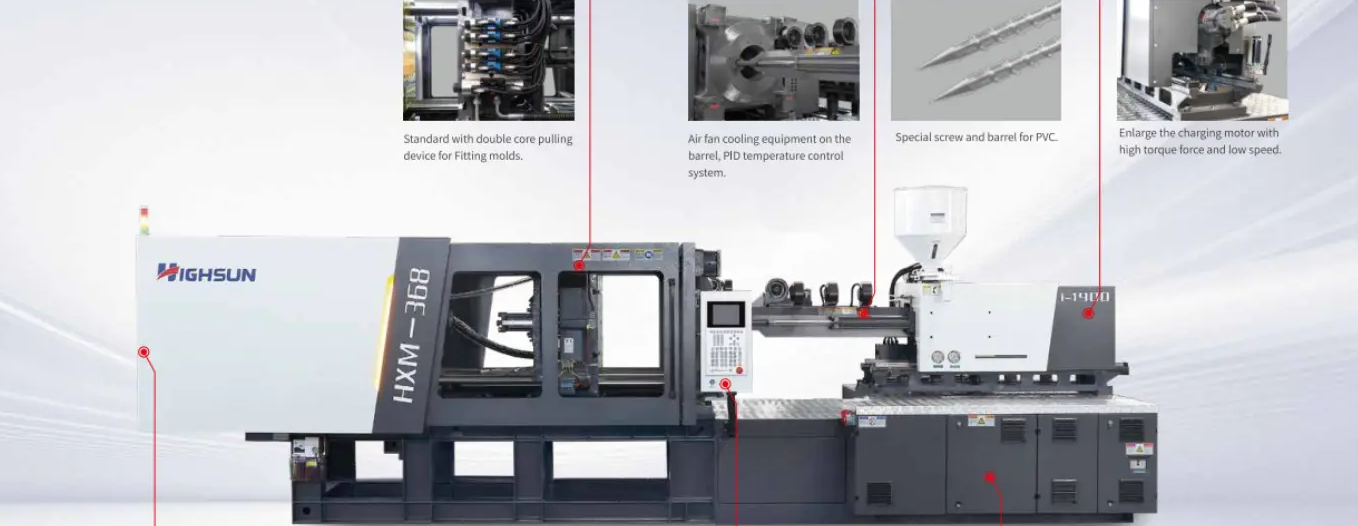
PVC射出成形機は主に、射出システム、クランプシステム、油圧システム、制御システム、温度制御システムの5つのシステムで構成されています。射出システムは、PVC 材料の可塑化と射出を担当します。これは装置の中核部分であり、ホッパー、バレル、スクリュー、ノズルなどの主要コンポーネントが含まれます。一般的な射出成形機とは異なり、PVC 射出成形機のスクリューは通常、熱に弱い PVC 材料へのせん断熱入力を低減するために、長さと直径の比 (L/D) が小さく (通常 18:1 ~ 22:1)、圧縮比が低い (約 1.8 ~ 2.5) という特別な設計になっています。クランプ システムは、金型の開閉とクランプ力を提供し、成形プロセス中に金型が溶融圧力によって押し開かれないようにします。構造形式としてはトグル式、油圧式、電動式などがあります。油圧システムは機械全体に動力を供給し、各アクチュエータの動きを制御します。制御システムはパラメータ設定、プログラム制御、プロセス監視を担当します。温度制御システムはバレルと金型の正確な温度を維持します。これは、PVC などの熱に弱い素材にとって特に重要です。
作業サイクル分析
PVC 射出成形は周期的なプロセスであり、各サイクルには一連の規則正しいアクションが含まれます。業界標準によれば、完全な作業サイクルには次の段階が含まれます。 型閉→射出→保圧→冷却→可塑化→型開き→製品の取り出し。
型閉段階では高圧下で金型を閉じ、型締力は製品投影面積と射出圧力(通常30~80MPa)に基づいて計算されます。射出段階では、スクリューが前進し、バレル先端の溶融 PVC を高圧 (通常 80 ~ 180MPa) かつ高速で金型キャビティ内に射出します。このプロセスは数秒間続き、複雑な製品構造に適応するために射出速度をセクションごとに制御できます。保圧ステージで一定の圧力を維持し、冷却収縮によって減少した材料を補充することは、製品の寸法精度と表面品質にとって非常に重要です。冷却ステージでは製品を金型内で固化させますが、その時間は壁の厚さと冷却効率によって異なります。可塑化段階では、スクリューが回転して新素材を前方に搬送・溶解して次のサイクルに備え、同時に設定位置まで後退します。最後に、金型が開き、排出機構が製品を型から取り出してサイクルが完了します。
表: PVC 射出成形の一般的なプロセス パラメーターの範囲
| パラメータのカテゴリ | 硬質PVC(RPVC) | 軟質塩ビ(FPVC) | 主な影響 |
| バレル温度(℃) | 160-190 | 150-180 | 溶融流動性、熱分解リスク |
| 金型温度(℃) | 30-50 | 20-40 | 冷却速度、表面光沢 |
| 射出圧力(MPa) | 80-150 | 70-130 | 金型充填の完全性、内部応力 |
| 保持圧力(MPa) | 40-80 | 30-60
| 収縮率、寸法精度 |
| スクリュー回転数(rpm) |
30-70 | 25-60
| 可塑化品質、せん断熱 |
| 背圧(MPa) | 3-10 | 2-8 | 溶融密度、可塑化効率 |
- PVC加工の特徴
PVC 射出成形は、PP や PE などの一般的なプラスチックと比較してプロセスに大きな違いがあり、これは主に PVC の材料特性によるものです。 PVC は熱安定性が低く、高温になると容易に分解して塩化水素 (HCl) を放出します。したがって、処理温度範囲は狭く、通常は理論上の分解温度 (約 210 ℃) よりもはるかに低い 150 ~ 190 ℃ の範囲内に制御されます。この課題に対処するために、PVC 射出成形機には通常、ゾーン温度制御精度が最大 ±1°C のより正確な温度制御システムと、せん断発熱を低減する特殊なスクリュー設計が装備されています。同時に、PVC 溶融物は粘度が高く、流動特性が劣るため、金型を完全に充填するにはより高い射出圧力 (通常は PP より 20 ~ 30% 高い) が必要です。さらに、安定剤や潤滑剤などの PVC 配合の添加剤がバレル内に堆積物を形成する可能性があるため、PVC 射出成形機ではより頻繁な洗浄とメンテナンスが必要になります。
- 可塑化と射出の原理
PVC の可塑化プロセスは、物理的状態が変化する複雑なプロセスです。固体PVC粒子がホッパーからバレルに入った後、加熱と剪断によりガラス状態、高弾性状態から粘性流動状態に変化します。スクリューの回転により抗力流が発生し、材料が前方に輸送され、せん断作用と外部加熱により PVC が徐々に溶けます。 PVC は極性材料であるため、その溶融挙動は PE などの非極性プラスチックの溶融挙動とは異なり、より高いエネルギー入力が必要になります。可塑化の終了時に、溶融した PVC がスクリューの前端に蓄積し、スクリューを設定位置に押し戻します。射出段階では、スクリューがプランジャーに変形し、油圧シリンダーの押しを受けて溶湯が一定速度または分割速度で金型キャビティに射出されます。金型キャビティ内での PVC 溶融物の流動挙動は、金型温度、ランナーの設計、射出パラメータの影響を受けます。合理的なプロセス設定により、スプレーマークやウェルドラインなどの欠陥を回避できます。
- プロセス管理のポイント
PVC 射出成形を成功させるには、重要なパラメータを正確に制御する必要があります。温度管理が主な要素です。バレルは通常 3 ~ 5 つの温度ゾーンに分かれています。供給口からノズルに向けて温度勾配は上昇しますが、分解を防ぐため最高温度は190℃を超えません。射出速度は、溶融物の充填モードと分子配向に影響を与えます。厚肉の製品は残留応力を軽減するために低速で充填する必要がありますが、薄肉の部品は早期の凝固を防ぐために高速射出が必要です。保持圧力と保持時間の設定は、製品の収縮率や寸法安定性に直接影響するため、製品の構造や材料特性に応じて最適化する必要があります。冷却時間はサイクル全体の 60 ~ 70% を占めます。冷却水路の設計を最適化することで、生産効率を向上させることができます。 PVC 射出成形機はほとんどの場合、閉ループ制御システムを使用してこれらのパラメータをリアルタイムで監視および調整し、プロセスの安定性と製品の一貫性を確保します。
PVC 射出成形機の動作原理は、機械設計と材料科学の完璧な組み合わせを体現しています。熱力学およびレオロジープロセスを正確に制御することにより、PVC原料はさまざまな機能を備えたプラスチック製品に変換されます。これらの原則を習得することは、生産プロセスを最適化し、品質問題を解決するための理論的基礎となります。
3. PVC射出成形機の装置特性と技術的利点
PVC射出成形機は特殊プラスチック加工装置の一種であり、素材の特性に合わせた独自の設計が数多くあります。これらの特徴により、PVC 材料を加工する際に大きな技術的利点を発揮することができます。機械構造から制御システムに至るまで、PVC 射出成形機のすべてのリンクは、PVC 加工の特殊なニーズに合わせた慎重な設計を反映しています。
- 特殊なネジ設計
PVC射出成形機の最大の特徴は、特殊なスクリュー構造です。一般的な射出成形機のスクリューと比較して、PVC 特殊スクリューは次のような特徴があります。アスペクト比 (L/D) が小さく (通常 18:1 ~ 22:1)、材料の滞留時間が短縮されます。低い圧縮比 (約 1.8 ~ 2.5)、PVC 粉末または圧縮しやすい粒子に適しています。深いネジ溝により、せん断速度と摩擦熱の発生が低減されます。バリアセクションまたはミキシングヘッドを追加して、溶融物の均一性を向上させます。この設計は、PVC の熱安定性が低いという問題を効果的に解決し、可塑化中の材料の過熱と分解を防ぎます。ネジの材質は、PVC加工時に発生するHCl酸性ガスに対応するため、耐摩耗性や耐食性を向上させるために二合金鋼や特殊表面処理を施したものが一般的です。さらに、PVC 射出成形機のスクリューの速度範囲は比較的狭く (通常 30 ~ 70rpm)、高速すぎることによる過剰なせん断を避けるために正確に制御できます。
- 温度制御システムの最適化






 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com haixiong@highsun-machinery.com
haixiong@highsun-machinery.com +86-136 8570 6288
+86-136 8570 6288